As London transitions towards a high-tech, sustainable future, the requirement for precision instrumentation has never been higher. From the Thames Estuary Hydrogen Route to the advanced Data Center cooling systems in the Docklands, the needle valve stands as a silent guardian of system integrity. As a premier exporter to the London market, we recognize that a needle valve is not just a component; it is the critical point of control for high-pressure gases, chemicals, and ultrapure water.
In the "Golden Triangle" between London, Cambridge, and Oxford, our SS316L needle valves provide micro-metering for laboratories requiring absolute purity and zero contamination.
Supporting London’s Net Zero 2030 goals, our high-pressure valves (up to 30,000 psi) are essential for the emerging hydrogen refilling stations and CCS (Carbon Capture and Storage) pilot projects across the Greater London area.
For Thames Water projects and municipal cooling, our corrosion-resistant forged valves ensure longevity in the damp, subterranean environments of London's utility tunnels.
The global needle valve market is shifting from "Manual Control" to "Smart Instrumentation." At Zhejiang Maria Valve, our R&D roadmap focuses on three core pillars designed to benefit London’s engineering firms:

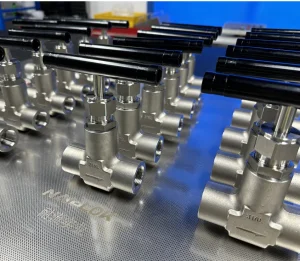
Advanced CNC Machining Center Ensuring 0.001mm Tolerance for Needle Valve Stems
In today's volatile global market, "Resilience" is the watchword. Zhejiang Maria Valve Co., Ltd. serves as a strategic bridge, combining the massive production efficiency of China’s valve clusters with the rigorous quality standards expected by the UK engineering community.

High-density grain structure for extreme durability.

Consistent threads for leak-free London installations.

Every valve is hydrostatically tested before export.

Direct shipping to London Heathrow or Tilbury Port.
Since its establishment, Zhejiang Maria Valve Co., Ltd. has specialized in manufacturing a wide range of industrial valves, serving key sectors such as petroleum, steel, power generation, chemical, and water treatment. Leveraging years of experience and advanced engineering technology, we have consistently delivered high-quality, reliable valves to clients worldwide.
Founded with a commitment to innovation and excellence, Zhejiang Maria Valve has become a trusted supplier for global process control solutions, offering products that meet rigorous international standards (ISO, CE, UKCA).
We provide a comprehensive range of valves, including control valves, ball valves, butterfly valves, gate valves, and custom-designed specialty valves. As pioneers in China’s valve industry since 2003, we focus on combining cutting-edge technology with practical engineering solutions to ensure efficiency, safety, and long-term reliability for pipeline and instrumentation systems.
A: Yes. All valves exported to the London market are manufactured in accordance with the Pressure Equipment Directive (PED) and are ready for UKCA marking, ensuring full compliance for health, safety, and environmental protection.
A: For standard stainless steel needle valves (SS316), production typically takes 15-20 days, with air freight to London Heathrow taking 5-7 days or sea freight to Tilbury taking approximately 30 days.
A: Absolutely. We specialize in custom port configurations, exotic materials (Monel, Hastelloy), and ultra-high pressure ratings (up to 30,000 psi) specifically for research and development applications.
A: We provide full MTRs (Material Test Reports) with every shipment, verifying the chemical composition and mechanical properties of the steel, sourced from tier-1 global mills.
Looking ahead, the "London Plan 2021-2041" emphasizes the need for decentralized energy and circular economy principles. Needle valves will play a pivotal role in these modular systems. Our commitment to the London market is to provide future-proof instrumentation. Whether it’s enabling the safe transport of green hydrogen through London’s repurposed pipelines or providing the micro-control needed for next-generation cooling in AI-driven data centers, Zhejiang Maria Valve is ready to be your engineering partner.
By choosing a factory-direct exporter, London businesses gain not only a cost advantage but also direct access to engineering expertise that can adapt to the fast-paced regulatory changes of the UK’s capital.